
与其他工艺相比,粉末冶金产品在批量生产中的优势非常明显,但是许多客户不知道如何设计粉末冶金零件。下面东莞正朗粉末将简要介绍如何设计粉末冶金零件,更具成本效益。
当通过压制/烧结工艺从金属粉末生产结构部件时,为了获得令人满意的材料密度和机械性能,需要在给定压力下对部件进行压制和成型,因此部件的实际尺寸较大 。 主要由所用压力机的容量控制。 最压制的粉末冶金零件的投影面积为3. 23〜16100mm2,沿压制方向的长度为0.8至152mm²。8〜152mm²。 对于在压制方向上较长的零件,沿零件长度的密度是不同的。

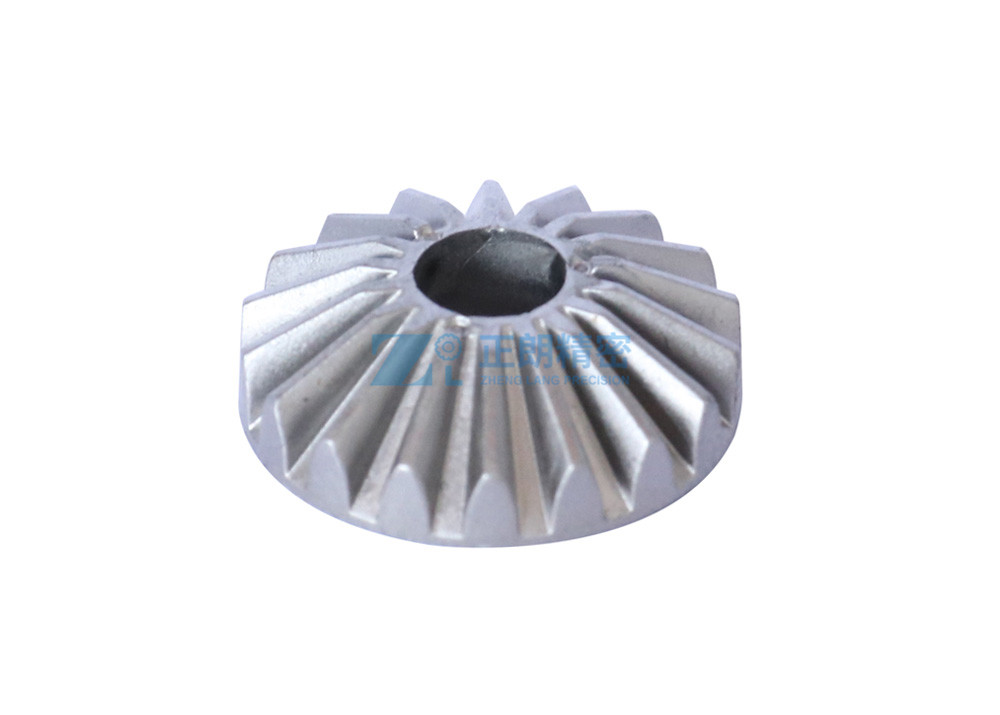
粉末冶金法易于制造的形状是在挤压方向上具有相同尺寸的形状。 齿轮和不规则齿轮属于这一类。 对于在压制方向上具有通孔的零件,孔形成有芯棒。 一般来说,制造圆孔是经济的,因为它们可以用圆心轴形成。 然而,为了制造其他形状的孔,必须增加模具的制造成本。
用模具形成多工作台粉末冶金零件时,必须分别压制零件的每个工作台,并通过独立的上下冲模来形成。 为了使零件在多个工作台上的密度均匀,模冲的压制次数应等于零件的成形工作台数。如果模具制造复杂或昂贵,则为了降低模具制造成本并避免影响成型零件质量的问题,可以减少直接成型零件台的数量。剩余的工作台可以在成型过程中切割和加工/在烧结零件上加工。
如果顶部或底部的凹槽长度不超过零件长度的1/4,则可以直接对其进行压制和成型,而无需单独进行模冲。 否则,必须对其进行压制并形成多模冲孔动作。 如图3-4所示。如果凸台在零件的端面和底面上的高度不超过零件总长的15%,则可以直接压制成型,而无需另外进行冲模。这些结构部件上的凹槽和凸台通过冲压成型的端面形成。
总之,粉末冶金零件的形状和尺寸略有变化,成本也有所不同。因此,在满足使用的情况下,尽可能简化粉末冶金部件可以降低成本。
在智能家居设备中,微型传感器齿轮是传递信号、保障设备精准运行...

在机械制造领域,不锈钢粉末冶金零件凭借独特的加工优势备受青睐...

在现代制造业的精密版图中,粉末冶金加工凭借独特工艺塑造出众多...

重载设备的高效运行离不开高性能的传动部件,粉末冶金齿轮凭借其...

粉末冶金在工业中地位重要,但其压制成型带来的环境污染不容忽视...

扫一扫
关注正朗公众号
电话:丁先生 180 2902 0818 王先生 180 2902 9909
传真:180 2902 0818
邮箱:zhenglang168@139.com
Q Q:1196974963
地址:广东省东莞市寮步镇下岭贝工业区创新一路9号
Copyright © 东莞市正朗精密金属零件有限公司 版权所有 粤ICP备18150966号-1
 粤公网安备 44190002003688号
XML地图
粤公网安备 44190002003688号
XML地图

 点击咨询
点击咨询
 180 2902 0818
180 2902 0818